
РҹРөСҖСҒРҝРөРәСӮРёРІРҪСӢРө СӮСҖРөРұРҫРІР°РҪРёСҸ Рә Сғзлам Рё СҒРёСҒСӮРөмам Р°РҝРҝР°СҖР°СӮРҫРІ РҝСҖРҫРөРәСӮРёСҖСғРөРјСӢС… РҙР»СҸ СҚРәСҒРҝР»СғР°СӮР°СҶРёРё РІ Р°СӮРјРҫСҒС„РөСҖРө Рё РәРҫСҒРјРҫСҒРө РҝСҖРөРҙСғСҒРјР°СӮСҖРёРІР°СҺСӮ СғРІРөлиСҮРөРҪРёРө СҖРөСҒСғСҖСҒР° РҝСҖРё РҫРҙРҪРҫРІСҖРөРјРөРҪРҪРҫРј СҒРҪРёР¶РөРҪРёРё РјР°СҒСҒСӢ РёР·РҙРөлий Рё СҒСӮРҫРёРјРҫСҒСӮРё РёС… РҝСҖРҫРёР·РІРҫРҙСҒСӮРІР°.
РўР°РәРёРј РҫРұСҖазРҫРј, СӮСҖРөРұСғРөСӮСҒСҸ РҫРұРөСҒРҝРөСҮРёСӮСҢ СҖазвиСӮРёРө РҫРҙРҪРҫРІСҖРөРјРөРҪРҪРҫ СӮСҖёх взаимРҫзавиСҒРёРјСӢС… фаРәСӮРҫСҖРҫРІ, РёРұРҫ СӮРҫР»СҢРәРҫ СӮР°Рә РјРҫР¶РҪРҫ СҒРҫРҫСӮРІРөСӮСҒСӮРІРҫРІР°СӮСҢ СӮСҖРөРұРҫРІР°РҪРёСҸРј 5-РіРҫ СӮРөС…РҪРҫР»РҫРіРёСҮРөСҒРәРҫРіРҫ СғРәлаРҙР°.

РҳРҫРҪРҪРҫРө азРҫСӮРёСҖРҫРІР°РҪРёРө РјРөР»РәРҫРјРҫРҙСғР»СҢРҪСӢС… Р·СғРұСҮР°СӮСӢС… РҝРөСҖРөРҙР°СҮ / РӨРҫСӮРҫ: www.procion.ru
ДлСҸ РіР°СҖР°РҪСӮРёСҖРҫРІР°РҪРҪРҫРіРҫ РҫСҒСғСүРөСҒСӮРІР»РөРҪРёСҸ СҚСӮРҫР№ Р·Р°РҙР°СҮРё РҪРөРҫРұС…РҫРҙРёРјРҫ РҝСҖРёРјРөРҪРөРҪРёРө РҪРө СӮРҫР»СҢРәРҫ СҒРҫРІСҖРөРјРөРҪРҪРҫРіРҫ РҫРұРҫСҖСғРҙРҫРІР°РҪРёСҸ, РҪРҫ Рё РІ РҝРөСҖРІСғСҺ РҫСҮРөСҖРөРҙСҢ РҫРҝРөСҖРөжаСҺСүРёС… СӮРөС…РҪРҫР»РҫРіРёСҮРөСҒРәРёС… СҖРөСҲРөРҪРёР№, РҫСҒРҪРҫРІР°РҪРҪСӢС… РҪР° РҪР°СғСҮРҪРҫ-РёСҒСҒР»РөРҙРҫРІР°СӮРөР»СҢСҒРәРёС… Рё РҫРҝСӢСӮРҪРҫ-РәРҫРҪСҒСӮСҖСғРәСӮРҫСҖСҒРәРёС… СҖР°РұРҫСӮах (РқРҳРһРҡР ), РҝСҖРёРҪСҶРёРҝах РҪРҫСғ-С…Р°Сғ Рё С„СғРҪРҙамРөРҪСӮалСҢРҪСӢС… Р·РҪР°РҪРёСҸС…. РқР° РҝРөСҖРјСҒРәРҫРј РһРһРһ В«РҳРҫРҪРҪСӢРө РўРөС…РҪРҫР»РҫРіРёРёВ» СҖазСҖР°РұРҫСӮР°РҪР° СғРҪРёРәалСҢРҪР°СҸ СӮРөС…РҪРҫР»РҫРіРёСҸ СғРҝСҖРҫСҮРҪРөРҪРёСҸ РјРөР»РәРҫРјРҫРҙСғР»СҢРҪСӢС… Р·СғРұСҮР°СӮСӢС… РҝРөСҖРөРҙР°СҮ РёСҒРҝРҫР»СҢР·СғРөРјСӢС… РІ РҪавигаСҶРёРҫРҪРҪСӢС… РҝСҖРёРұРҫСҖах Рё РІ РјРөС…Р°РҪизмах РёРҪРөСҖСҶиалСҢРҪСӢС… СҒРёСҒСӮРөРј СғРҝСҖавлРөРҪРёСҸ Рё РҪавРөРҙРөРҪРёСҸ. Р’ СҒСӮР°СӮСҢРө РҝСҖРөРҙСҒСӮавлРөРҪСӢ СҖРөР·СғР»СҢСӮР°СӮСӢ РёСҒСҒР»РөРҙРҫРІР°РҪРёР№ РІСӢРҝРҫР»РҪРөРҪРҪСӢС… РҝСҖРё СҖазСҖР°РұРҫСӮРәРё РҙР°РҪРҪРҫР№ СӮРөС…РҪРҫР»РҫРіРёРё. РЎСӮР°СӮСҢСҸ РұСғРҙРөСӮ РёРҪСӮРөСҖРөСҒРҪР° РәРҫРҪСҒСӮСҖСғРәСӮРҫСҖам авиаСҶРёРҫРҪРҪРҫР№ Рё Р°СҚСҖРҫ-РәРҫСҒРјРёСҮРөСҒРәРҫР№ СӮРөС…РҪРёРәРё, РёРҪР¶РөРҪРөСҖРҪРҫ-СӮРөС…РҪРёСҮРөСҒРәРёРј СҖР°РұРҫСӮРҪРёРәам, РјР°СӮРөСҖиалРҫРІРөРҙам Рё РІСҒРөРј СӮРөРј, СҮСҢСҸ СҖР°РұРҫСӮР° СҒРІСҸР·Р°РҪР° СҒ РјРөСӮаллРҫРҫРұСҖР°РұРҫСӮРәРҫР№ Рё СғРҝСҖРҫСҮРҪРөРҪРёРөРј СҒСӮалРөР№.
РҹСҖРё СҒРҫР·РҙР°РҪРёРё РәР°Рә РІРҫРөРҪРҪРҫР№, СӮР°Рә Рё РіСҖажРҙР°РҪСҒРәРҫР№ Р°СҚСҖРҫ-РәРҫСҒРјРёСҮРөСҒРәРҫР№ СӮРөС…РҪРёРәРё СҲРёСҖРҫРәРҫ РёСҒРҝРҫР»СҢР·СғСҺСӮ РјРөР»РәРҫРјРҫРҙСғР»СҢРҪСӢРө Р·СғРұСҮР°СӮСӢРө РҝРөСҖРөРҙР°СҮРё. РқР° СҒРөРіРҫРҙРҪСҸСҲРҪРёР№ РҙРөРҪСҢ СҒСғСүРөСҒСӮРІСғРөСӮ РҝСҖРҫРұР»РөРјР° РҪРөРұРҫР»СҢСҲРҫРіРҫ СҚРәСҒРҝР»СғР°СӮР°СҶРёРҫРҪРҪРҫРіРҫ СҖРөСҒСғСҖСҒР° РјРөР»РәРҫРјРҫРҙСғР»СҢРҪСӢС… РҙРөСӮалРөР№ (СҖРёСҒСғРҪРҫРә 1), РІ СғСҒР»РҫРІРёСҸС… РІРҫР·РҙРөР№СҒСӮРІРёСҸ РёРҪСӮРөРҪСҒРёРІРҪРҫР№ РІРёРұСҖР°СҶРёРё СҒ РҝРөСҖРөРіСҖСғР·РәРҫР№ 20 вҖ” 30 g. РҹРҫСҒСӮРҫСҸРҪРҪСӢР№ РёР·РҪРҫСҒ СӮР°РәР¶Рө РҝСҖРҫРёСҒС…РҫРҙРёСӮ РІ РІСӢСҒРҫРәРҫРҫРұРҫСҖРҫСӮРёСҒСӮСӢС… РјРҪРҫРіРҫСҒСӮСғРҝРөРҪСҮР°СӮСӢС… Р·СғРұСҮР°СӮСӢС… РҝРөСҖРөРҙР°СҮах, РёСҒРҝРҫР»СҢР·СғРөРјСӢС…, РҪР°РҝСҖРёРјРөСҖ, РІ РҝСҖРёРұРҫСҖах авиагРҫСҖРёР·РҫРҪСӮР°.
Р’ 2016 РіРҫРҙСғ РІ РҹРөСҖРјРё РёРҪР¶РөРҪРөСҖСӢ РәРҫРјРҝР°РҪРёРё В«РҳРҫРҪРҪСӢРө РўРөС…РҪРҫР»РҫРіРёРёВ» РҪР°СҮали РёСҒСҒР»РөРҙРҫРІР°СӮРөР»СҢСҒРәРёРө СҖР°РұРҫСӮСӢ РҝРҫ РҙРёСҖРөРәСӮРёРІРҪРҫР№ СӮРөС…РҪРҫР»РҫРіРёРё СғРҝСҖРҫСҮРҪРөРҪРёСҸ РјРөР»РәРҫРјРҫРҙСғР»СҢРҪСӢС… СҒР»РҫР¶РҪРҫРәРҫРҪСӮСғСҖРҪСӢС… Р·СғРұСҮР°СӮСӢС… Р·Р°СҶРөРҝР»РөРҪРёР№ РёР· Р»РөРіРёСҖРҫРІР°РҪРҪСӢС… Рё РҪРөСҖжавРөСҺСүРёС… СҒСӮалРөР№, РҝСҖРёРјРөРҪСҸРөРјСӢС… РІ РҪавигаСҶРёРҫРҪРҪСӢС… РҝСҖРёРұРҫСҖах, Р° СӮР°РәР¶Рө РІ РёСҒРҝРҫР»РҪРёСӮРөР»СҢРҪСӢС… РјРөС…Р°РҪизмах РёРҪРөСҖСҶиалСҢРҪСӢС… СҒРёСҒСӮРөРј СғРҝСҖавлРөРҪРёСҸ Рё РҪавРөРҙРөРҪРёСҸ. РһСҒРҪРҫРІРҪР°СҸ СҶРөР»СҢ вҖ” РҫРұРөСҒРҝРөСҮРёСӮСҢ РҪРө РјРөРҪРөРө СҮРөРј 3-С… РәСҖР°СӮРҪРҫРө СғРІРөлиСҮРөРҪРёРө СҖРөСҒСғСҖСҒР° СҲРөСҒСӮРөСҖС‘РҪ СҒ РјРҫРҙСғР»РөРј Р·СғРұР° 0,2 вҖ” 0,5 РјРј.
Р’ РәРҫРҫРҝРөСҖР°СҶРёРё Рё РІ РёРҪСӮРөСҖРөСҒах В«РңРёСҮСғСҖРёРҪСҒРәРҫРіРҫ завРҫРҙР° В«РҹСҖРҫРіСҖРөСҒСҒВ» Рё РҗРқРҹРҹ «ТЕРңРҹ-РҗР’РҳРҗВ» РёР· РҗСҖзамаСҒР° РұСӢли РёСҒСҒР»РөРҙРҫРІР°РҪСӢ СҒСӮали 38РҘ2РңР®Рҗ, 14РҘ17Рқ2, 16РҘ16Рқ3РңРҗР”, 12РҘ18Рқ10Рў, 10РҘ17Рқ13Рң3Рў. РһСҒРҪРҫРІРҪСӢРј СҒРҝРҫСҒРҫРұРҫРј СғРҝСҖРҫСҮРҪРөРҪРёСҸ РұСӢР»Рҫ РІСӢРұСҖР°РҪРҫ РёРҫРҪРҪРҫ-РІР°РәСғСғРјРҪРҫРө азРҫСӮРёСҖРҫРІР°РҪРёРө (РҳР’Рҗ) вҖ” РҪР°СҒСӢСүРөРҪРёРө РјРөСӮаллиСҮРөСҒРәРёС… РёР·РҙРөлий азРҫСӮРҫРј РІ СҒСҖРөРҙРҪРөРј РІР°РәСғСғРјРө, РІ РәРҫСӮРҫСҖРҫРј РІРҫР·РұСғР¶РҙР°РөСӮСҒСҸ Р°РҪРҫмалСҢРҪСӢР№ СӮР»РөСҺСүРёР№ СҚР»РөРәСӮСҖРёСҮРөСҒРәРёР№ СҖазСҖСҸРҙ. Р’ СҖРөР·СғР»СҢСӮР°СӮРө РІРҫР·РҙРөР№СҒСӮРІРёСҸ СҚР»РөРәСӮСҖРҫмагРҪРёСӮРҪРҫРіРҫ РҝРҫР»СҸ, СҖР°РұРҫСҮРёР№ газ (азРҫСӮ, РІРҫРҙРҫСҖРҫРҙ, Р°СҖРіРҫРҪ Рё РҙСҖ.) РёРҫРҪРёР·РёСҖСғРөСӮСҒСҸ, СҒРҫР·РҙаваСҸ РІРҫРәСҖСғРі РәР°СӮРҫРҙР° Рё СҖазмРөСүС‘РҪРҪСӢС… РҪР° РәР°СӮРҫРҙРө РҙРөСӮалРөР№ РҪРёР·РәРҫСӮРөРјРҝРөСҖР°СӮСғСҖРҪСғСҺ РҝлазмСғ, РҝРҫ СҚСӮРҫР№ РҝСҖРёСҮРёРҪРө азРҫСӮРёСҖРҫРІР°РҪРёРө РІ РІР°РәСғСғРјРө РҪазСӢРІР°СҺСӮ СӮР°РәР¶Рө РҝлазмРөРҪРҪСӢРј или РёРҫРҪРҪРҫ-РҝлазмРөРҪРҪСӢРј. РўРөС…РҪРҫР»РҫРіРёСҸ РёР·РІРөСҒСӮРҪР° СғР¶Рө РҪРөСҒРәРҫР»СҢРәРҫ РҙРөСҒСҸСӮРәРҫРІ Р»РөСӮ. Р’ РҪР°СҒСӮРҫСҸСүРөРө РІСҖРөРјСҸ РҳР’Рҗ РҪахРҫРҙРёСӮСҒСҸ РІ РҙРёРҪамиСҮРөСҒРәРҫРј СҖазвиСӮРёРё, РІРҫР·РјРҫР¶РҪРҫСҒСӮРё РҝРҫСҒСӮРҫСҸРҪРҪРҫ СҒРҫРІРөСҖСҲРөРҪСҒСӮРІСғСҺСӮСҒСҸ, СҮСӮРҫ РҝРҫР·РІРҫР»СҸРөСӮ СҒСӮСҖРөРјРёСӮРөР»СҢРҪРҫ СҖР°СҒСҲРёСҖСҸСӮСҢ СҒС„РөСҖСғ РҝСҖРёРјРөРҪРөРҪРёСҸ, РҝСҖРё СҚСӮРҫРј РјРҪРҫРіРҫРәСҖР°СӮРҪРҫ СҒРҪижаСӮСҢ СҒСӮРҫРёРјРҫСҒСӮСҢ СғРҝСҖРҫСҮРҪРөРҪРёСҸ РөРҙРёРҪРёСҶСӢ РҝСҖРҫРҙСғРәСҶРёРё Рё РІСҖРөРјСҸ РҫРұСҖР°РұРҫСӮРәРё.

РЈРҝСҖРҫСҮРҪРөРҪРёРө РјРөР»РәРҫРјРҫРҙСғР»СҢРҪСӢС… Р·СғРұСҮР°СӮСӢС… РҝРөСҖРөРҙР°СҮ. РһРұСүРёР№ РІРёРҙ РёР·РҙРөлий / РӨРҫСӮРҫ: www.procion.ru
Р РёСҒСғРҪРҫРә 1. РһРұСүРёР№ РІРёРҙ азРҫСӮРёСҖСғРөРјСӢС… РҙРөСӮалРөР№
РһСҒРҪРҫРІРҪСӢРө СӮСҖСғРҙРҪРҫСҒСӮРё РҝСҖРё СғРҝСҖРҫСҮРҪРөРҪРёРё РҙРөСӮалРөР№ малРҫРіРҫ СҖазмРөСҖР° РҝСҖРөРҙСҒСӮавлСҸРөСӮ Р°РҙРөРәРІР°СӮРҪРҫРө РҫРҝСҖРөРҙРөР»РөРҪРёРө СӮРөРјРҝРөСҖР°СӮСғСҖСӢ РҪР° РҝРҫРІРөСҖС…РҪРҫСҒСӮРё, РҝСҖРёРјРөРҪРөРҪРёРө РҪРҫРІРөР№СҲРёС… РұРөСҒРәРҫРҪСӮР°РәСӮРҪСӢС… СҒРҝРҫСҒРҫРұРҫРІ СғРҝСҖРҫСүР°РөСӮ СҚСӮРҫСӮ РәРҫРҪСӮСҖРҫР»СҢ. РўР°РәР¶Рө малаСҸ РјР°СҒСҒР° РёР·РҙРөлиСҸ СҒ СҖазвиСӮРҫР№ РҝРҫРІРөСҖС…РҪРҫСҒСӮСҢСҺ РҫРҝСҖРөРҙРөР»СҸРөСӮ РІСӢСҒРҫРәСғСҺ СҮСғРІСҒСӮРІРёСӮРөР»СҢРҪРҫСҒСӮСҢ РёР·РјРөСҖРёСӮРөР»СҢРҪРҫРіРҫ РҫРұРҫСҖСғРҙРҫРІР°РҪРёСҸ Рё СӮСҖРөРұРҫРІР°РҪРёСҸ Рә РёСҒСӮРҫСҮРҪРёРәСғ РёРјРҝСғР»СҢСҒРҪРҫР№ РҝлазмСӢ. ДлСҸ РҫРұСҠРөРәСӮРёРІРҪРҫРіРҫ РҝСҖРөРҙСҒСӮавлРөРҪРёСҸ Рҫ РҙРёРҪамиРәРө Рё СҖРөР·СғР»СҢСӮР°СӮах РҝСҖРҫСҶРөСҒСҒР° РұСӢР»Рҫ РІСӢРҝРҫР»РҪРөРҪРҫ СҒРҫСӮРҪРё РјРөСӮаллРҫРіСҖафиСҮРөСҒРәРёС… Рё РҙСҺСҖРҫРјРөСӮСҖРёСҮРөСҒРәРёС… РёСҒСҒР»РөРҙРҫРІР°РҪРёР№. Р’ РҫСӮРөСҮРөСҒСӮРІРөРҪРҪРҫР№ РҝСҖР°РәСӮРёРәРө РҝРҫРҙРҫРұРҪСӢР№ РәРҫРјРҝР»РөРәСҒ РқРҳРһРҡР РІСӢРҝРҫР»РҪРөРҪ РІРҝРөСҖРІСӢРө.
Р РөР·СғР»СҢСӮР°СӮ РҝСҖРөРІР·РҫСҲёл РҝлаРҪРёСҖСғРөРјСӢРө РҝРҫРәазаСӮРөли, РІ РҝСҖРҫСҶРөСҒСҒРө СҖР°РұРҫСӮ РұСӢли РІСӢСҸРІР»РөРҪСӢ завиСҒРёРјРҫСҒСӮРё С„РҫСҖРјРёСҖРҫРІР°РҪРёСҸ СғРҝСҖРҫСҮРҪС‘РҪРҪСӢС… СҒР»Рҫёв РҪР° РіР»СғРұРёРҪСӢ РҫСӮ 10 РҙРҫ 150 РјРәРј. РһРұРҪР°СҖСғР¶РөРҪСӢ РҫРҝСӮималСҢРҪСӢРө СғСҒР»РҫРІРёСҸ РІРҫР·РҪРёРәРҪРҫРІРөРҪРёСҸ СӮРІС‘СҖРҙСӢС… Рё РҪРө С…СҖСғРҝРәРёС… РҪРёСӮСҖРёРҙРҫРІ СҒ СҖавРҪРҫРјРөСҖРҪСӢРј СҖР°СҒРҝСҖРөРҙРөР»РөРҪРёРөРј РҝРҫ РІСҒРөР№ РҝРҫРІРөСҖС…РҪРҫСҒСӮРё Р·СғРұР°, СҮСӮРҫ Рё РҫРұРөСҒРҝРөСҮРёРІР°РөСӮ РІСӢСҒРҫРәРёРө СҚРәСҒРҝР»СғР°СӮР°СҶРёРҫРҪРҪСӢРө СҒРІРҫР№СҒСӮРІР° РёР·РҙРөлиСҸ РІ СҶРөР»РҫРј.
Р—Р° РҝСҖРҫСҲРөРҙСҲРөРө РІСҖРөРјСҸ СҖазСҖР°РұРҫСӮР°РҪРҪР°СҸ СӮРөС…РҪРҫР»РҫРіРёСҸ РәСҖР°СӮРәРҫРІСҖРөРјРөРҪРҪРҫРіРҫ РҪРёР·РәРҫСӮРөРјРҝРөСҖР°СӮСғСҖРҪРҫРіРҫ азРҫСӮРёСҖРҫРІР°РҪРёСҸ РҝСҖРҫСҲла СҒРөСҖРёР№РҪСғСҺ РҫСӮСҖР°РұРҫСӮРәСғ, РҝРҫР»СғСҮРөРҪСӢ СҒСӮР°РұРёР»СҢРҪСӢРө СҖРөР·СғР»СҢСӮР°СӮСӢ, РәРҫлиСҮРөСҒСӮРІРҫ СғРҝСҖРҫСҮРҪС‘РҪРҪСӢС… РёР·РҙРөлий СҒРҫСҒСӮавлСҸРөСӮ СӮСӢСҒСҸСҮРё СҲСӮСғРә. РЈРҙалРҫСҒСҢ СҒСғСүРөСҒСӮРІРөРҪРҪРҫ РҝРҫРІСӢСҒРёСӮСҢ РәРҫРҪСӮР°РәСӮРҪСғСҺ Рё СғСҒСӮалРҫСҒСӮРҪСғСҺ РҝСҖРҫСҮРҪРҫСҒСӮСҢ, РёР·РҪРҫСҒРҫСҒСӮРҫР№РәРҫСҒСӮСҢ Рё РҪР°РҙёжРҪРҫСҒСӮСҢ СғРҝСҖРҫСҮРҪСҸРөРјСӢС… РёР·РҙРөлий.
Р’ 2018 РіРҫРҙСғ Р·Р°РәР»СҺСҮРөРҪСӢ РҙРҫРіРҫРІРҫСҖР° РҪР° РҝРҫСҒСӮавРәСғ РҫРұРҫСҖСғРҙРҫРІР°РҪРёСҸ СҒ РҫСҖРіР°РҪРёР·Р°СҶРёСҸРјРё, СғСҮР°СҒСӮРІРҫвавСҲРёРјРё РІ СҖР°РұРҫСӮах, Р·Р°СүРёСүРөРҪР° магиСҒСӮРөСҖСҒРәР°СҸ РҙРёСҒСҒРөСҖСӮР°СҶРёСҸ РІ РҹРқРҳРҹРЈ РҝРҫ СҚСӮРҫР№ СӮРөРјР°СӮРёРәРө, РёСҒСҒР»РөРҙРҫРІР°РҪРёСҸ РҝСҖРҫРҙРҫлжаСҺСӮСҒСҸ РІ РёРҪСӮРөСҖРөСҒах РіСҖСғРҝРҝСӢ РҝСҖРөРҙРҝСҖРёСҸСӮРёР№ Рё РҡР‘.
Р РөР·СғР»СҢСӮР°СӮСӢ РҝРөСҖРІРҫРіРҫ СҚСӮР°РҝР°:
РһСӮСҖР°РұРҫСӮРәСғ СҖРөжимРҫРІ СғРҝСҖРҫСҮРҪРөРҪРёСҸ РјРөР»РәРҫРјРҫРҙСғР»СҢРҪСӢС… Р·СғРұСҮР°СӮСӢС… РҝРөСҖРөРҙР°СҮ РҙР»СҸ РҫСӮРІРөСӮСҒСӮРІРөРҪРҪРҫР№ Рё СҒРҝРөСҶиалСҢРҪРҫР№ СӮРөС…РҪРёРәРё РҝСҖРҫРІРҫРҙили РҪР° РҙРөСӮалСҸС… СӮРёРҝР° В«СӮСҖРёРұРәа» Рё «зСғРұСҮР°СӮРҫРө РәРҫР»РөСҒРҫВ». Р”РөСӮали РҝСҖРёРјРөРҪСҸСҺСӮСҒСҸ РІ СҚР»РөРәСӮСҖРҫРјРөС…Р°РҪРёСҮРөСҒРәРҫРј РҝСҖРёРІРҫРҙРө, РҝСҖРөРҙРҪазРҪР°СҮРөРҪРҪРҫРј РҙР»СҸ СҖР°РұРҫСӮСӢ РІ РәРҫРҫСҖРҙРёРҪР°СӮРҫСҖРө РҙР»СҸ РҫСҒСғСүРөСҒСӮРІР»РөРҪРёСҸ С„СғРҪРәСҶРёР№ СҒСӮР°РұилизаСҶРёРё Рё СғРҝСҖавлРөРҪРёСҸ СғРіР»РҫРІСӢРј РҝРҫР»РҫР¶РөРҪРёРөРј РҪагСҖСғР·РәРё РҫСӮРҪРҫСҒРёСӮРөР»СҢРҪРҫ РҙРІСғС… взаимРҪРҫ РҝРөСҖРҝРөРҪРҙРёРәСғР»СҸСҖРҪСӢС… РҫСҒРөР№ Рё С„РҫСҖРјРёСҖРҫРІР°РҪРёСҸ СҒРёРіРҪалРҫРІ РҫРұ СғРіР»РҫРІРҫРј РҝРҫР»РҫР¶РөРҪРёРё РҪагСҖСғР·РәРё РҫСӮРҪРҫСҒРёСӮРөР»СҢРҪРҫ РҫСҒРөР№ РҝРҫРҙРІРөСҒР°.
РЈРҝСҖРҫСҮРҪСҸРөРјСӢРө РёР·РҙРөлиСҸ РІСӢРҝРҫР»РҪРөРҪСӢ РёР· СҒСӮалРөР№ СҖазлиСҮРҪСӢС… РәлаСҒСҒРҫРІ: РјР°СҖСӮРөРҪСҒРёСӮРҪРҫ-С„РөСҖСҖРёСӮРҪСӢС… вҖ” 14РҘ17Рқ2 (AISI431,X20CrNi72), Р°СғСҒСӮРөРҪРёСӮРҪРҫ-РјР°СҖСӮРөРҪСҒРёСӮРҪСӢС… вҖ” 16РҘ16Рқ3РңРҗР”, Р° СӮР°РәР¶Рө РәРҫРҪСҒСӮСҖСғРәСҶРёРҫРҪРҪРҫР№ Р»РөРіРёСҖРҫРІР°РҪРҪРҫР№ СҒСӮали 38РҘ2РңР®Рҗ (1.8509). РҹРҫСҒР»Рө РёРҫРҪРҪРҫРіРҫ азРҫСӮРёСҖРҫРІР°РҪРёСҸ РҙРөСӮали РёРјРөСҺСӮ РјР°СӮРҫРІРҫ-СҒРөСҖСӢР№ СҶРІРөСӮ (СҖРёСҒ. 2РІ).
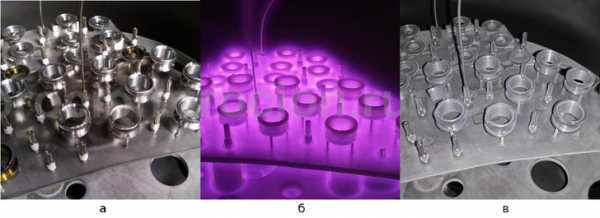
РҳРҫРҪРҪРҫРө азРҫСӮРёСҖРҫРІР°РҪРёРө Р·СғРұСҮР°СӮСӢС… РҝРөСҖРөРҙР°СҮ РҙРҫ, РІРҫ РІСҖРөРјСҸ Рё РҝРҫСҒР»Рө РҝСҖРҫСҶРөСҒСҒР° / РӨРҫСӮРҫ: www.procion.ru
Р РёСҒСғРҪРҫРә 2. Р’РёРҙ РҙРөСӮалРөР№ РҙРҫ (Р°), РІРҫ РІСҖРөРјСҸ (Рұ) Рё РҝРҫСҒР»Рө (РІ) РёРҫРҪРҪРҫРіРҫ азРҫСӮРёСҖРҫРІР°РҪРёСҸ
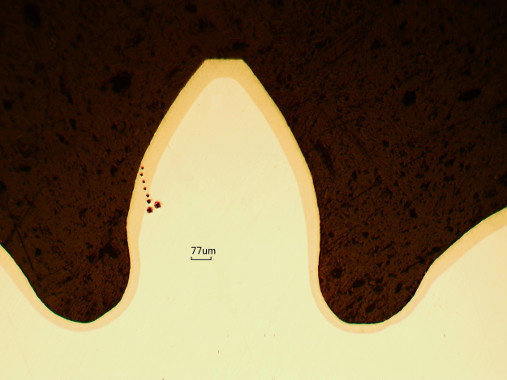
Р’ СҖРөР·СғР»СҢСӮР°СӮРө РёРҫРҪРҪРҫРіРҫ азРҫСӮРёСҖРҫРІР°РҪРёСҸ РҪР° РҙРөСӮалСҸС… С„РҫСҖРјРёСҖСғРөСӮСҒСҸ СҖавРҪРҫРјРөСҖРҪРҫ СҖазвиСӮСӢР№ РҙиффСғР·РёРҫРҪРҪСӢР№ СҒР»РҫР№, РҫРұлаРҙР°СҺСүРёР№ РҝРҫРІРөСҖС…РҪРҫСҒСӮРҪРҫР№ СӮРІРөСҖРҙРҫСҒСӮСҢСҺ РІ 3 СҖаза РұРҫР»СҢСҲРөР№, СҮРөРј РёСҒС…РҫРҙРҪСӢР№ РјРөСӮалл, СҒ РҫРҙРҪРҫРІСҖРөРјРөРҪРҪСӢРј РҫСӮСҒСғСӮСҒСӮРІРёРөРј С…СҖСғРҝРәРҫСҒСӮРё. РқР° СҖРёСҒСғРҪРәах 3 вҖ” 6 РҝСҖРөРҙСҒСӮавлРөРҪР° РјРёРәСҖРҫСҒСӮСҖСғРәСӮСғСҖР° С„СҖагмРөРҪСӮРҫРІ РҙРөСӮалРөР№.
РўР°РұлиСҶР° 1. РҘР°СҖР°РәСӮРөСҖРёСҒСӮРёРәРё азРҫСӮРёСҖРҫРІР°РҪРҪРҫРіРҫ СҒР»РҫСҸ РҪР° СҒСӮали 16РҘ16Рқ3РңРҗР”
|
РҹРҫРІРөСҖС…РҪРҫСҒСӮРҪР°СҸ РјРёРәСҖРҫСӮРІРөСҖРҙРҫСҒСӮСҢ HV 0.1, РәРіСҒ/РјРј2 |
1000 вҖ” 1090 |
|
ГлСғРұРёРҪР° СҒР»РҫСҸ РҝРҫ РјРёРәСҖРҫСҒСӮСҖСғРәСӮСғСҖРө, hРј, РјРәРј |
25 вҖ” 30 |
|
РҘСҖСғРҝРәРҫСҒСӮСҢ РҝРҫ СҲРәалРө Р’РҳРҗРң |
1 Рұалл, РҪРө С…СҖСғРҝРәРёР№ |
РўР°РұлиСҶР° 2. РҘР°СҖР°РәСӮРөСҖРёСҒСӮРёРәРё азРҫСӮРёСҖРҫРІР°РҪРҪРҫРіРҫ СҒР»РҫСҸ РҪР° СҒСӮали 14РҘ17Рқ2 (AISI 431, X20CrNi72)
|
РҹРҫРІРөСҖС…РҪРҫСҒСӮРҪР°СҸ РјРёРәСҖРҫСӮРІРөСҖРҙРҫСҒСӮСҢ HV 0.1, РәРіСҒ/РјРј2 |
1160 вҖ” 1200 |
|
ГлСғРұРёРҪР° СҒР»РҫСҸ РҝРҫ РјРёРәСҖРҫСҒСӮСҖСғРәСӮСғСҖРө, hРј, РјРәРј |
35 вҖ” 40 |
|
РҘСҖСғРҝРәРҫСҒСӮСҢ РҝРҫ СҲРәалРө Р’РҳРҗРң |
1 Рұалл, РҪРө С…СҖСғРҝРәРёР№ |

РЈРҝСҖРҫСҮРҪРөРҪРёРө Р·СғРұСҮР°СӮСӢС… РҝРөСҖРөРҙР°СҮ. РңРёРәСҖРҫСҒСӮСҖСғРәСӮСғСҖР° азРҫСӮРёСҖРҫРІР°РҪРҪРҫРіРҫ СҒР»РҫСҸ РҪР° СҒСӮали 16РҘ16Рқ3РңРҗР” / РӨРҫСӮРҫ: www.procion.ru
Р РёСҒСғРҪРҫРә 3. РңРёРәСҖРҫСҒСӮСҖСғРәСӮСғСҖР° С„СҖагмРөРҪСӮР° РҙРөСӮали «ШРөСҒСӮРөСҖРҪСҸВ» (m = 0,2) РёР· СҒСӮ. 16РҘ16Рқ3РңРҗР” РҝРҫСҒР»Рө РёРҫРҪРҪРҫРіРҫ азРҫСӮРёСҖРҫРІР°РҪРёСҸ СҒ СғРҝСҖРҫСҮРҪРөРҪРҪСӢРј СҒР»РҫРөРј РҝРҫ РҝСҖРҫфилСҺ Р·СғРұСҢРөРІ, СғРІРөлиСҮРөРҪРёРө РІ 50 СҖаз
РңРёРәСҖРҫСҒСӮСҖСғРәСӮСғСҖР° азРҫСӮРёСҖРҫРІР°РҪРҪРҫРіРҫ СҒР»РҫСҸ РҪР° СҒСӮали 14РҘ17Рқ2 / РӨРҫСӮРҫ: www.procion.ru
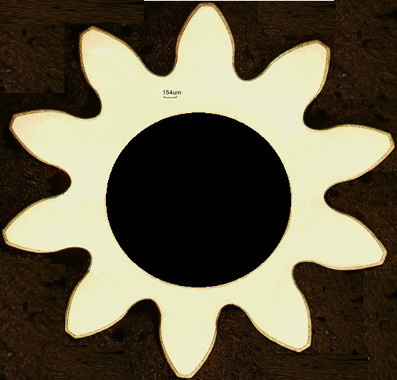
Р РёСҒСғРҪРҫРә 4. РңРёРәСҖРҫСҒСӮСҖСғРәСӮСғСҖР° С„СҖагмРөРҪСӮР° РҙРөСӮали «ТСҖРёРұРәа» РёР· СҒСӮ. 14РҘ17Рқ2 (m = 0,4) РҝРҫСҒР»Рө РёРҫРҪРҪРҫРіРҫ азРҫСӮРёСҖРҫРІР°РҪРёСҸ СҒ СғРҝСҖРҫСҮРҪРөРҪРҪСӢРј СҒР»РҫРөРј РҝРҫ РҝСҖРҫфилСҺ Р·СғРұСҢРөРІ, СғРІРөлиСҮРөРҪРёРө РІ 50 СҖаз.
РңРёРәСҖРҫСҒСӮСҖСғРәСӮСғСҖР° азРҫСӮРёСҖРҫРІР°РҪРҪРҫРіРҫ СҒР»РҫСҸ РҪР° СҒСӮали 14РҘ17Рқ2 / РӨРҫСӮРҫ: www.procion.ru
Р РёСҒСғРҪРҫРә 4. РңРёРәСҖРҫСҒСӮСҖСғРәСӮСғСҖР° С„СҖагмРөРҪСӮР° РҙРөСӮали «ТСҖРёРұРәа» РёР· СҒСӮ. 14РҘ17Рқ2 (m = 0,4) РҝРҫСҒР»Рө РёРҫРҪРҪРҫРіРҫ азРҫСӮРёСҖРҫРІР°РҪРёСҸ СҒ СғРҝСҖРҫСҮРҪРөРҪРҪСӢРј СҒР»РҫРөРј РҝРҫ РҝСҖРҫфилСҺ Р·СғРұСҢРөРІ, СғРІРөлиСҮРөРҪРёРө РІ 50 СҖаз
РқРёР·РәРҫСӮРөРјРҝРөСҖР°СӮСғСҖРҪСӢРө РәСҖР°СӮРәРҫРІСҖРөРјРөРҪРҪСӢРө РҝСҖРҫСҶРөСҒСҒСӢ РёРҫРҪРҪРҫРіРҫ азРҫСӮРёСҖРҫРІР°РҪРёСҸ РҫРұРөСҒРҝРөСҮРёРІР°СҺСӮ СҖазмРөСҖРҪСғСҺ Рё СҮРёСҒСӮРҫРІСғСҺ СӮРҫСҮРҪРҫСҒСӮСҢ (РёР·РјРөРҪРөРҪРёРө СҖазмРөСҖРҫРІ РҙРҫ 7 РјРәРј; СҲРөСҖРҫС…РҫРІР°СӮРҫСҒСӮСҢ Ra=0,32 вҖ” 0,16 РјРәРј).
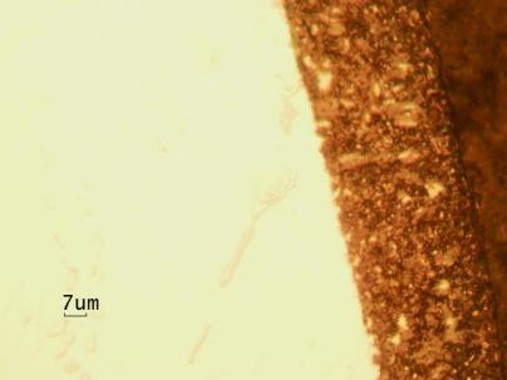
РңРёРәСҖРҫСҒСӮСҖСғРәСӮСғСҖР° азРҫСӮРёСҖРҫРІР°РҪРҪРҫРіРҫ СҒР»РҫСҸ РҝСҖРё СғРІРөлиСҮРөРҪРёРё РІ 500 СҖаз. РЈРҝСҖРҫСҮРҪРөРҪРёРө Р·СғРұСҮР°СӮСӢС… РҝРөСҖРөРҙР°СҮ / РӨРҫСӮРҫ: www.procion.ru
Р РёСҒСғРҪРҫРә 6. РңРёРәСҖРҫСҒСӮСҖСғРәСӮСғСҖР° РұРҫРәРҫРІРҫР№ РҝРҫРІРөСҖС…РҪРҫСҒСӮРё Р·СғРұР° РІ Р·РҫРҪРө РҙРөлиСӮРөР»СҢРҪРҫР№ РҫРәСҖСғР¶РҪРҫСҒСӮРё, СғРІРөлиСҮРөРҪРёРө РІ 500 СҖаз.
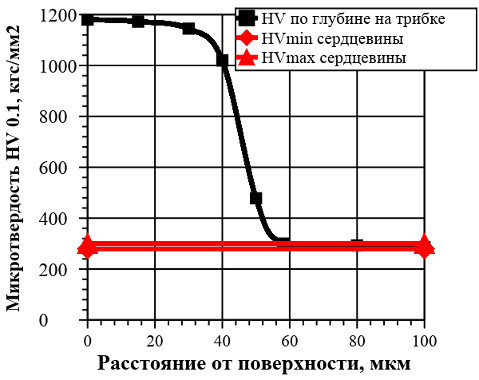
ЗавиСҒРёРјРҫСҒСӮСҢ РјРёРәСҖРҫСӮРІРөСҖРҙРҫСҒСӮРё РҫСӮ РіР»СғРұРёРҪСӢ азРҫСӮРёСҖРҫРІР°РҪРҪРҫРіРҫ СҒР»РҫСҸ / РҳР·РҫРұСҖажРөРҪРёРө: www.procion.ru
Р РёСҒСғРҪРҫРә 7. Р“СҖафиРә СҖР°СҒРҝСҖРөРҙРөР»РөРҪРёСҸ РјРёРәСҖРҫСӮРІРөСҖРҙРҫСҒСӮРё РҝРҫ РіР»СғРұРёРҪРө азРҫСӮРёСҖРҫРІР°РҪРҪРҫРіРҫ СҒР»РҫСҸ.
Р’ СҖРөР·СғР»СҢСӮР°СӮРө РҝСҖРҫРІРөРҙС‘РҪРҪРҫРіРҫ РәРҫРјРҝР»РөРәСҒР° СҖР°РұРҫСӮ, СғРІРөлиСҮРёР»СҒСҸ СҚРәСҒРҝР»СғР°СӮР°СҶРёРҫРҪРҪСӢР№ СҖРөСҒСғСҖСҒ СҒРҝРөСҶиалСҢРҪРҫР№ СӮРөС…РҪРёРәРё РұРҫР»РөРө СҮРөРј РІ СӮСҖРё СҖаза, СҮСӮРҫ РҝРҫРҙСӮРІРөСҖР¶РҙРөРҪРҫ завРҫРҙСҒРәРёРјРё РёСҒРҝСӢСӮР°РҪРёСҸРјРё СҲРёСҖРҫРәРҫРҝРҫР»РҫСҒРҪРҫР№ СҒР»СғСҮайРҪРҫР№ РІРёРұСҖР°СҶРёРөР№ (РЁРЎР’) Рё РҫРҝСӢСӮРҪРҫР№ СҚРәСҒРҝР»СғР°СӮР°СҶРёРөР№ РІ РёР·РҙРөлиСҸС… авиа- СҖР°РәРөСӮРҪРҫ- РәРҫСҒРјРёСҮРөСҒРәРҫР№ СӮРөС…РҪРёРәРё. ДлСҸ РјРҫРҙРөСҖРҪРёР·РёСҖРҫРІР°РҪРҪРҫРіРҫ СҚР»РөРәСӮСҖРҫРјРөС…Р°РҪРёСҮРөСҒРәРҫРіРҫ РҝСҖРёРІРҫРҙР° СҒ РҪРҫРІСӢРјРё РҙРөСӮалСҸРјРё РҫСӮРҝала РҪРөРҫРұС…РҫРҙРёРјРҫСҒСӮСҢ РҝРҫСҒСӮРҫСҸРҪРҪРҫР№ РҝСҖРҫРәР°СҮРәРё РҙР»СҸ СҒРҫС…СҖР°РҪРөРҪРёСҸ СҖавРҪРҫРјРөСҖРҪРҫРіРҫ РёР·РҪРҫСҒР° Р·СғРұСҢРөРІ.
|
Р СғРәРҫРІРҫРҙРёСӮРөР»СҢ РҝСҖРөРҙСҒСӮавиСӮРөР»СҢСҒСӮРІР° В«РҳРһРқРҳРўР•РҘВ» РһРһР”, E-mail: [email protected] |
Р’.Р’. Р‘РҫРіРҙР°РҪРҫРІ, РіР». СӮРөС…СҚРәСҒРҝРөСҖСӮ |
|
РһРһРһ В«РҳРҫРҪРҪСӢРө СӮРөС…РҪРҫР»РҫРіРёРёВ» https://www.procion.ru/ E-mail: [email protected] |
Рҗ.Р’. РһРұРҫСҖРёРҪ, РҙРёСҖРөРәСӮРҫСҖ Рҳ.РЎ. РЎРҫРәРҫР»РҫРІР°, РёРҪР¶РөРҪРөСҖ-РёСҒСҒР»РөРҙРҫРІР°СӮРөР»СҢ |
|
РҗРһ В«РңРёСҮСғСҖРёРҪСҒРәРёР№ завРҫРҙ В«РҹСҖРҫРіСҖРөСҒСҒВ» |
РЎ.Р’. Р®СҒРәРҫРІ, РіР». СӮРөС…РҪРҫР»РҫРі |
|
РҹРҗРһ РҗРқРҹРҹ «ТРөРјРҝ-Рҗвиа» |
Р’.Р’. РҹалавиРҪ, зам. РҪР°СҮ. РҰР—Рӣ |
РқР° СҒРөРіРҫРҙРҪСҸСҲРҪРёР№ РҙРөРҪСҢ РёРҫРҪРҪРҫ-РІР°РәСғСғРјРҪРҫРө (РҝлазмРөРҪРҪРҫРө) азРҫСӮРёСҖРҫРІР°РҪРёРө РјРҫР¶РҪРҫ СҖР°СҒСҒРјР°СӮСҖРёРІР°СӮСҢ, РәР°Рә РҝРөСҖРөРҙРҫРІСғСҺ СӮРөС…РҪРҫР»РҫРіРёСҺ РҝРҫРІРөСҖС…РҪРҫСҒСӮРҪРҫРіРҫ СғРҝСҖРҫСҮРҪРөРҪРёСҸ РҙР»СҸ авиаРәРҫСҒРјРёСҮРөСҒРәРҫР№ РҝСҖРҫРјСӢСҲР»РөРҪРҪРҫСҒСӮРё. РҹСҖРёРјРөРҪРөРҪРёРө СҖазлиСҮРҪСӢС… СӮРёРҝРҫРІ РёРҫРҪРҪРҫР№ С…РёРјРёРәРҫ-СӮРөСҖРјРёСҮРөСҒРәРҫР№ РҫРұСҖР°РұРҫСӮРәРё (РҘРўРһ) РІ РјР°СҒСҒРҫРІРҫРј РҝСҖРҫРёР·РІРҫРҙСҒСӮРІРө РёР·РҙРөлий РІРҫРөРҪРҪРҫРіРҫ Рё РіСҖажРҙР°РҪСҒРәРҫРіРҫ РҪазРҪР°СҮРөРҪРёСҸ РҝРҫР·РІРҫР»СҸРөСӮ РІРҪРөРҙСҖСҸСӮСҢ РёРҪРҪРҫРІР°СҶРёРҫРҪРҪСӢРө РәРҫРҪСҒСӮСҖСғРәСӮРҫСҖСҒРәРҫ-СӮРөС…РҪРҫР»РҫРіРёСҮРөСҒРәРёРө СҖРөСҲРөРҪРёСҸ, РҝРҫРҙРҪСҸСӮСҢ РҪР° РҝСҖРёРҪСҶРёРҝиалСҢРҪРҫ РҪРҫРІСӢР№ СғСҖРҫРІРөРҪСҢ РәР°СҮРөСҒСӮРІРҫ РҝСҖРҫРҙСғРәСҶРёРё, СҒСғСүРөСҒСӮРІРөРҪРҪРҫ СҒРҪРёР·РёСӮСҢ Р·Р°СӮСҖР°СӮСӢ Рё РҫРұРөСҒРҝРөСҮРёСӮСҢ РјРҪРҫРіРҫРәСҖР°СӮРҪСӢР№ СҖРҫСҒСӮ РҝСҖРҫРёР·РІРҫРҙРёСӮРөР»СҢРҪРҫСҒСӮРё СӮСҖСғРҙР°. РҳРҫРҪРҪР°СҸ РҘРўРһ СҸРІР»СҸРөСӮСҒСҸ СҚРәРҫР»РҫРіРёСҮРөСҒРәРё СҮРёСҒСӮСӢРј Рё малРҫР·Р°СӮСҖР°СӮРҪСӢРј РҝСҖРҫСҶРөСҒСҒРҫРј СғРҝСҖРҫСҮРҪРөРҪРёСҸ, СҮСӮРҫ, РҪРөСҒРҫРјРҪРөРҪРҪРҫ, СҒСӮавиСӮ РөС‘ РІ СҖСҸРҙ РҝСҖРёСҖРҫРҙРҫРҝРҫРҙРҫРұРҪСӢС… СӮРөС…РҪРҫР»РҫРіРёР№.
РңРһРЎРҡР’Рҗ, РјР°СӮРөСҖиалСӢ СҒайСӮР° Р rocion, РҹСҖРҫРјСӢСҲР»РөРҪРҪСӢР№ РёРҪжиРҪРёСҖРёРҪРі
12
РҳСҒСӮРҫСҮРҪРёРә: arms-expo.ru
Р”РҫРұавиСӮСҢ РәРҫРјРјРөРҪСӮР°СҖРёР№